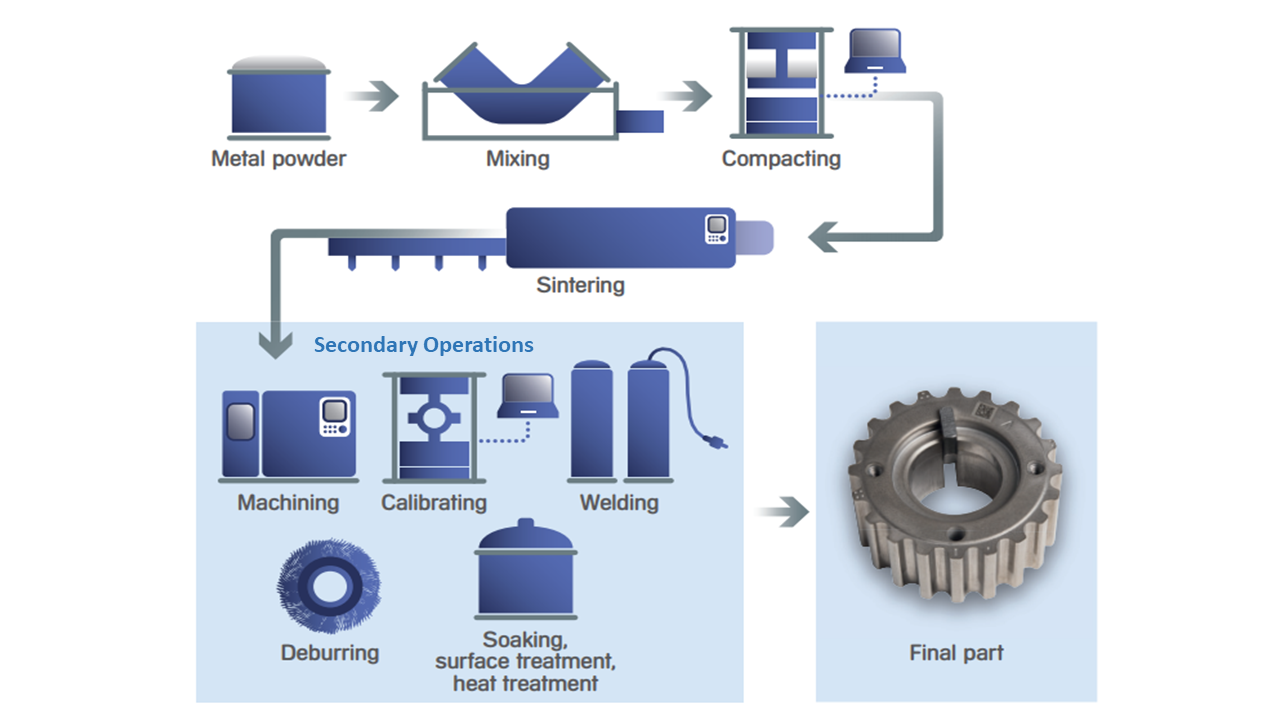


To remove unwanted burrs, or contaminants from the parts due to an oxidation reaction, we use the de-burring process. 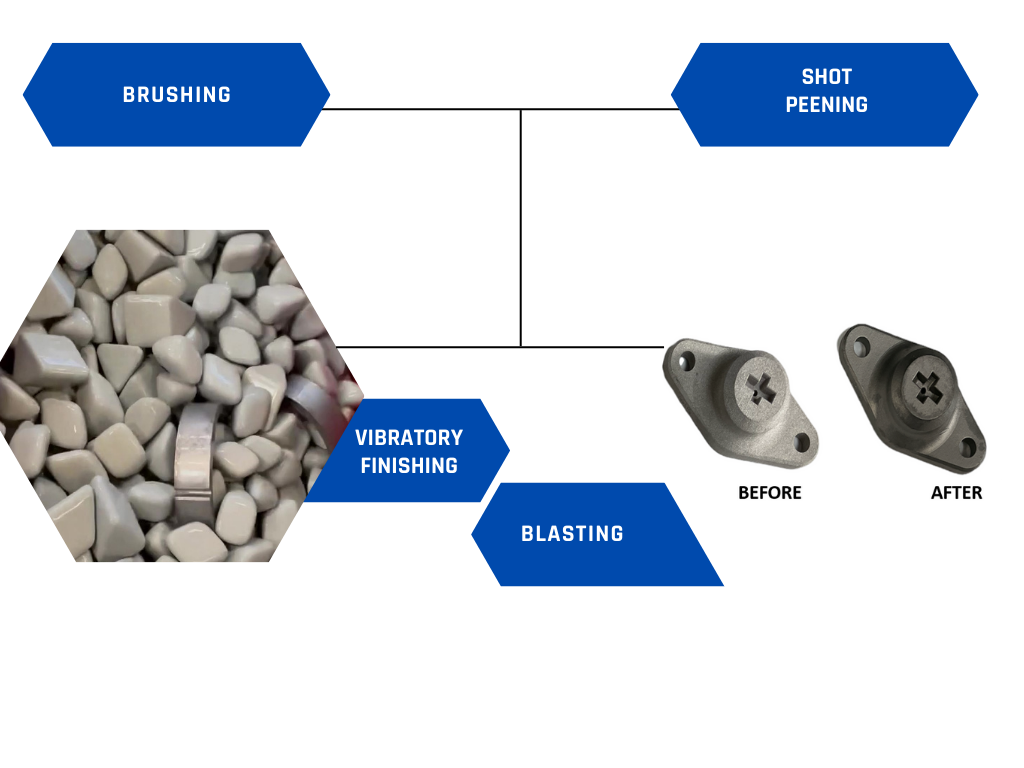
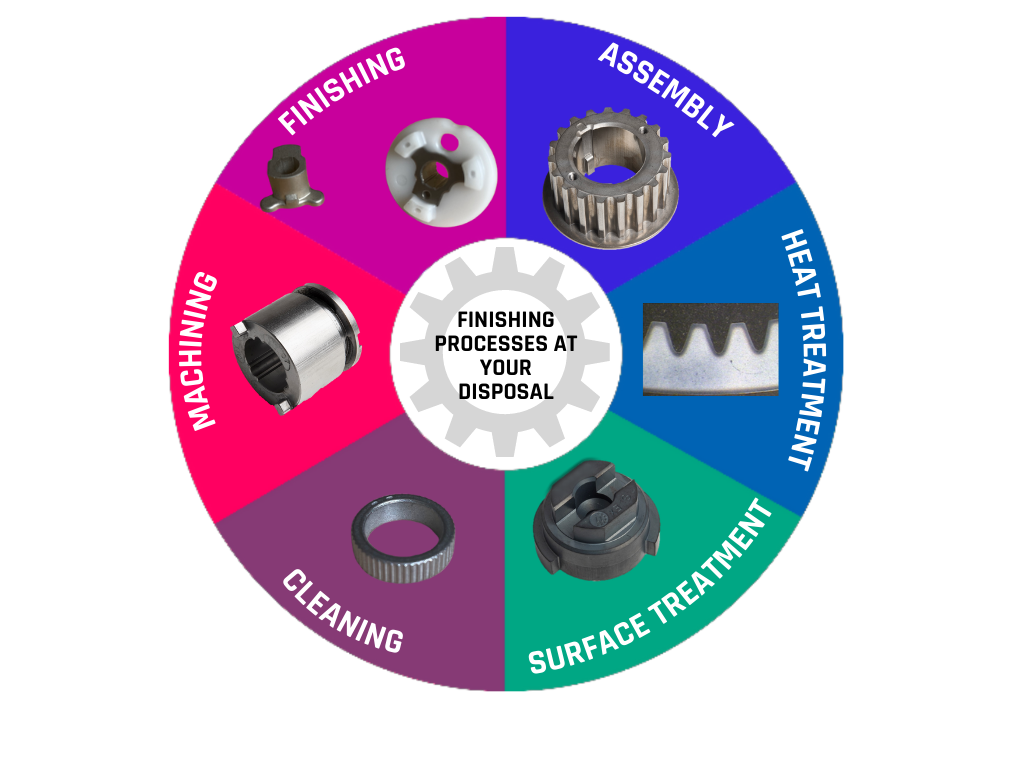
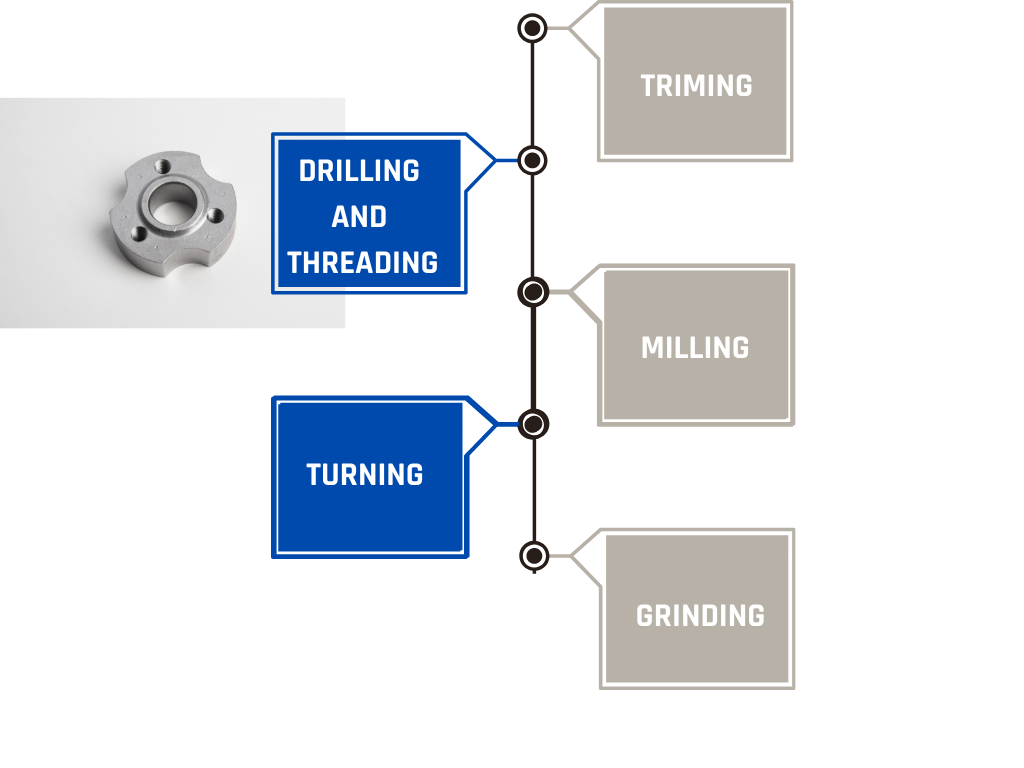
For parts requiring very precise dimensions and/or complex geometry, we perform machining operations (drilling of small holes, tapping, milling, turning, grinding)
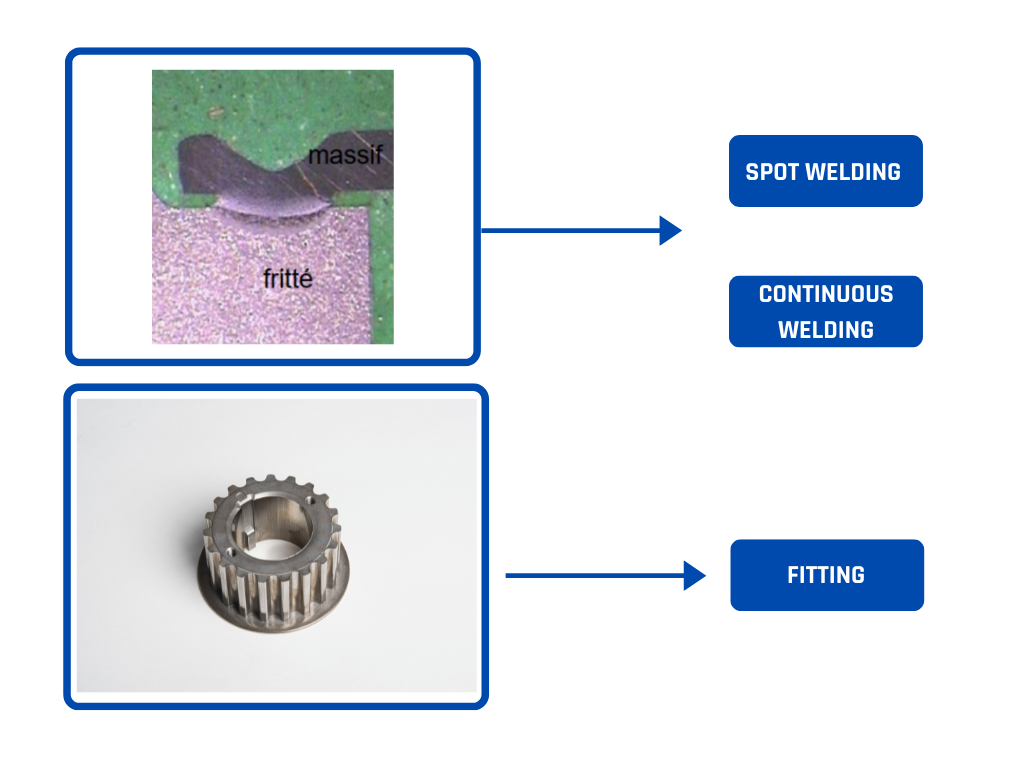
At Poral we use this operation to join different parts obtained by different manufacturing processes.
- Induction Heat Treatment : Local treatment that increases hardness of certain areas making them more resistant to wear and fatigue.
- Carbonitriding : currently the most commonly used treatment, which is carried out under conditions almost identical to those for conventional metals.
Steam treatment : the finished parts are placed in an oven at 600°C where steam is introduced. The iron is oxidized to form a very hard and sticky Fe3 O4. This process allows to seal porosity and improve coating adhesion (GEOMET type).
Anticorrosive coating - Zinc lamellar coating : When it is necessary to protect parts against corrosion, a surface treatment must be considered.
Zinc flake technology provides a high level of corrosion protection and improves friction coefficient.
Anti-friction coating : Deposition of coating to reduce the coefficient of friction.
The purpose of washing is to remove particles to control the cleanliness criteria.





